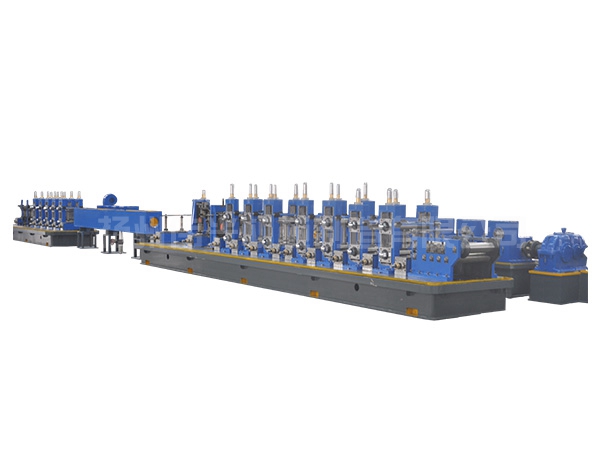



一、機型: 165機組
二、 機組特征:
序號 | 項目 | 數值 | 備 注 |
1 | 制管外徑 | Φ50mm~Φ165mm |
|
2 | 制管壁厚 | 圓管δ1.5mm~6.0mm,方管≤4mm |
|
3 | 制管速度 | 20M/min~50M/min | |
4 | 制管長度 | 4M~8M |
|
5 | 最大卷重 | ≤7000kg |
|
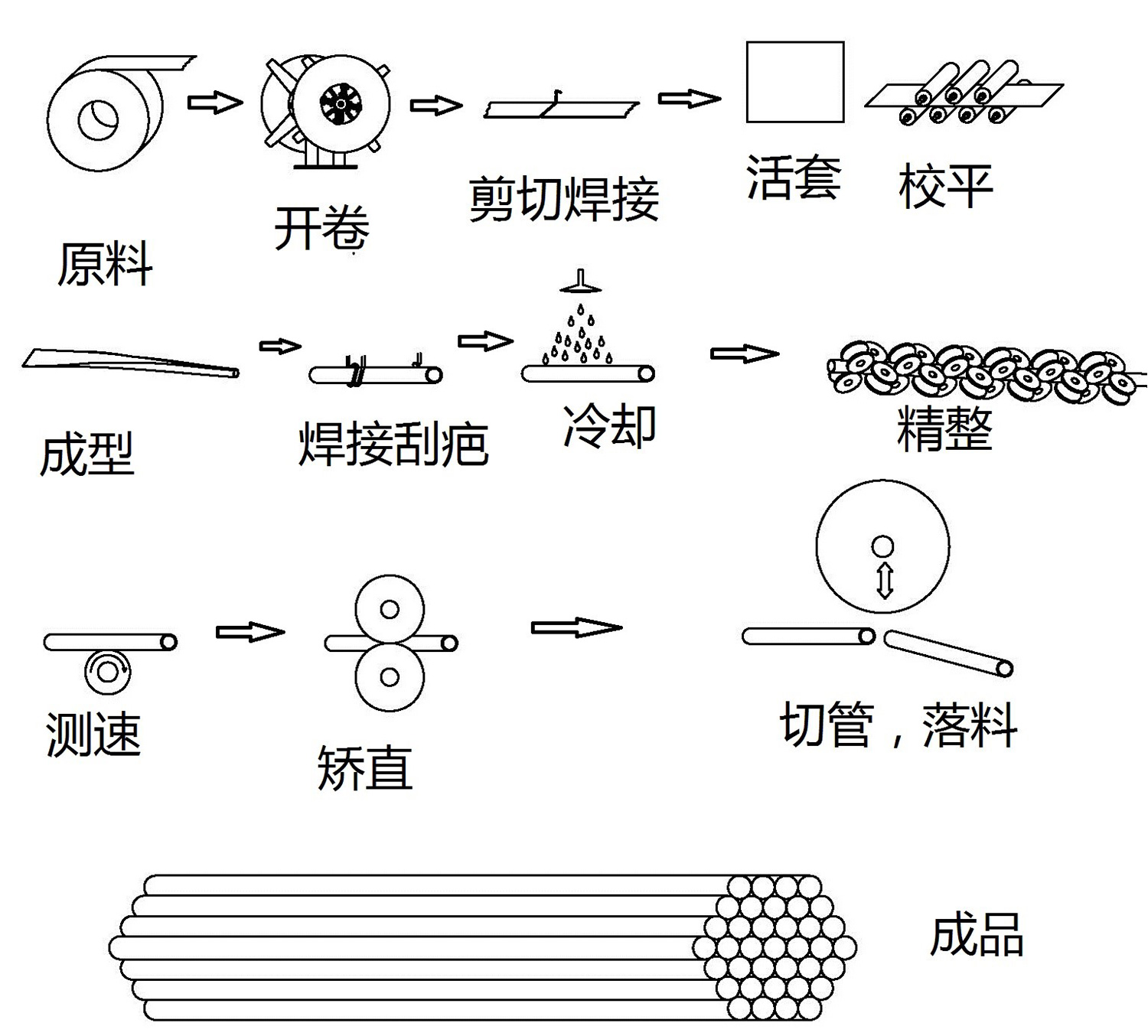
三、 生產線工藝流程:
四、 機組各單元設備配置簡介:
1. 單邊液壓上料架和上料小車
本部套的功能是將整卷帶鋼拆開,為成型機提供所需原料。
結構形式 | 液壓漲緊 |
鋼卷內徑 | Φ450mm~Φ550mm |
鋼卷外徑 | Φ800mm~Φ1500mm |
鋼卷寬度 | 160mm~520mm |
鋼卷重量 | ≤7000kg |
2. 夾送整平
兩輥夾送,三輥整平

3. 剪切機及對焊機
其作用是將兩盤帶卷的首尾剪齊,再對中焊接,并整平焊縫。

4.螺旋活套:
螺旋活套的作用是在鋼帶上料并進行首尾焊接的過程中,儲存一定量的鋼帶供應主機軋制,以保證連續生產不停機。

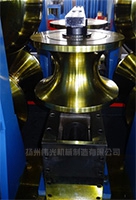
5.主機成型段:七輥校平+七架平輥+九架立輥+七只單聯齒輪箱
主機定徑段:六架平輥+六架立輥+六只單聯齒輪箱

5.1七輥校平
| 結構形式 | 七輥校平 |
|
進料 | 平立導衛式 |
| |
校平輥 | 40Cr | 淬火 |
5.2平輥裝置
| 龍門架材料 | 鑄鋼 |
|
水平軸材料 | 42CrMo | 調質并高頻 | |
水平軸輥徑 | Φ110mm |
| |
結構形式 | 側出換輥 |
| |
調節形式 | 銅螺母絲桿 |
|
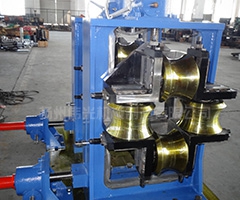
5.3立輥裝置
| 立輥座材料 | QT60 |
|
立輥軸材料 | 45#鍛件 | 正火并高頻 | |
立輥軸徑 | Φ70mm |
| |
結構形式 | 槽型復向調節 |
| |
調節形式 | 銅螺母絲桿 |
|
5.4分動齒輪箱
| 箱體材質 | 鑄鋼 |
傳動形式 | 螺旋錐齒輪分動 | |
潤滑形式 | 浸油潤滑 | |
輸入輸出軸 | 調質高頻淬火 |
5.5導向裝置:
| 作用 | 用于焊縫導向對中 |
數量 | 導向輥座1架 |
5.6擠壓裝置
| 作用 | 用于控制焊縫,實現理想焊接 |
外形及方式 | 鑄造寬型底座,結構形式同立輥座,多向調整 |
5.7刨疤裝置:
| 用途 | 用于鋼管外焊疤刮平 |
工作方式 | 配兩把刮刀架,快速歸位,配拖板及磨光托輥。 |
5.8矯直裝置:
| 結構形式 | 導柱式萬向調節 |
輥軸 | Φ65 |
5.9主傳動
| 參數 | 數量 | |
主電機型號、功率 | ZLY180 | 2臺 | |
減速機型號 | ZLY280 | 2臺 |
6. 電腦鋸:本部套的功能是將成品管按客商要求鋸切成所需的長度。

型式 | 電腦控制,普通鋸片切割 |
(1)最大切斷直徑 | Φ165mm |
(2)最大切斷厚度 | Δ6.0mm |
(3)鋸切長度及尺寸精度 | L=4~8m,≤±3㎜ |
(4)飛鋸驅動型式 | 氣動起、落鋸 |
(5)鋸片規格 | Φ800㎜ |
(6)拖動電機 | 30KW |
(7)鋸切電機 | 55KW |
(8)鋸切速度 | 50M/min |
7. 落管架:功能是輸送定尺鋸切的成品鋼管。
五.用戶配置項目(供參考):
機組電源標準 | 380V/22V;50HZ;三相四線制 | |
機組電源功率 | (1)、高頻 | 400KW |
(2)、主電機 | 360KW | |
(3)、輔機 | 120KW | |
合 計: | 約880KW | |
機組占地面積 | 長80M×寬5M | |
高頻房體積 | 長6M×4M×2.8M | |
水 源 | 冷卻水池40M31個/高壓抽水泵1臺 | |
氣源 | 空氣壓縮機 1臺 | |
所需起重設備 | 行車10~20噸 2臺 | |
常規消耗輔材 | (1)高頻電纜、機組連線(2)磁棒(3)鋸片 | |